

- Talaş kaldırma işlemi, kesici takımdaki ve iş parçasındaki dönme ya da öteleme (doğrusal) şeklindeki hareketlerle gerçekleşir.
- Yani kesme işleminin olabilmesi için kesici takım ve iş parçasının birbirine göre izafi harekete sahip olmaları gerekir.
- Bu hareketler:
1) Kesme 2)İlerleme 3) Yardımcı hareketler olmak üzere 3 grupta değerlendirilir.
- Kesme hareketi, talaş kaldırmanın yapıldığı esas harekettir.
- İlerleme hareketi, iş parçasının uzunluğu, derinliği veya genişliği boyunca işlenmesini sağlayan harekettir.
- Yardımcı hareket ise kesici takımın işlenecek parçaya göre konumlanmasını sağlayan harekettir (Örneğin talaş derinliği verme).
Genellikle kesme hareketi dönme veya öteleme (doğrusal), ilerleme ve yardımcı hareketler ise sadece öteleme (doğrusal) olmaktadır.
- Kesme parametreleri, talaş kaldırma işlemi için gerekli olan bu 3 hareket ile meydana gelen parametreleri ifade eder.
- Bu parametreler:
- Kesme hızı (Vc)
- Devir sayısı (n)
- İlerleme (f)
- İlerleme hızı (Vf)
- Talaş derinliği (a) olarak sıralanabilir.
n = Devir sayısı (dev/dak) a = Talaş derinliği (paso) (mm) f = İlerleme (mm/dev)
Vc = Kesme hızı (m/dak) Vf = İlerleme hızı (mm/dk)

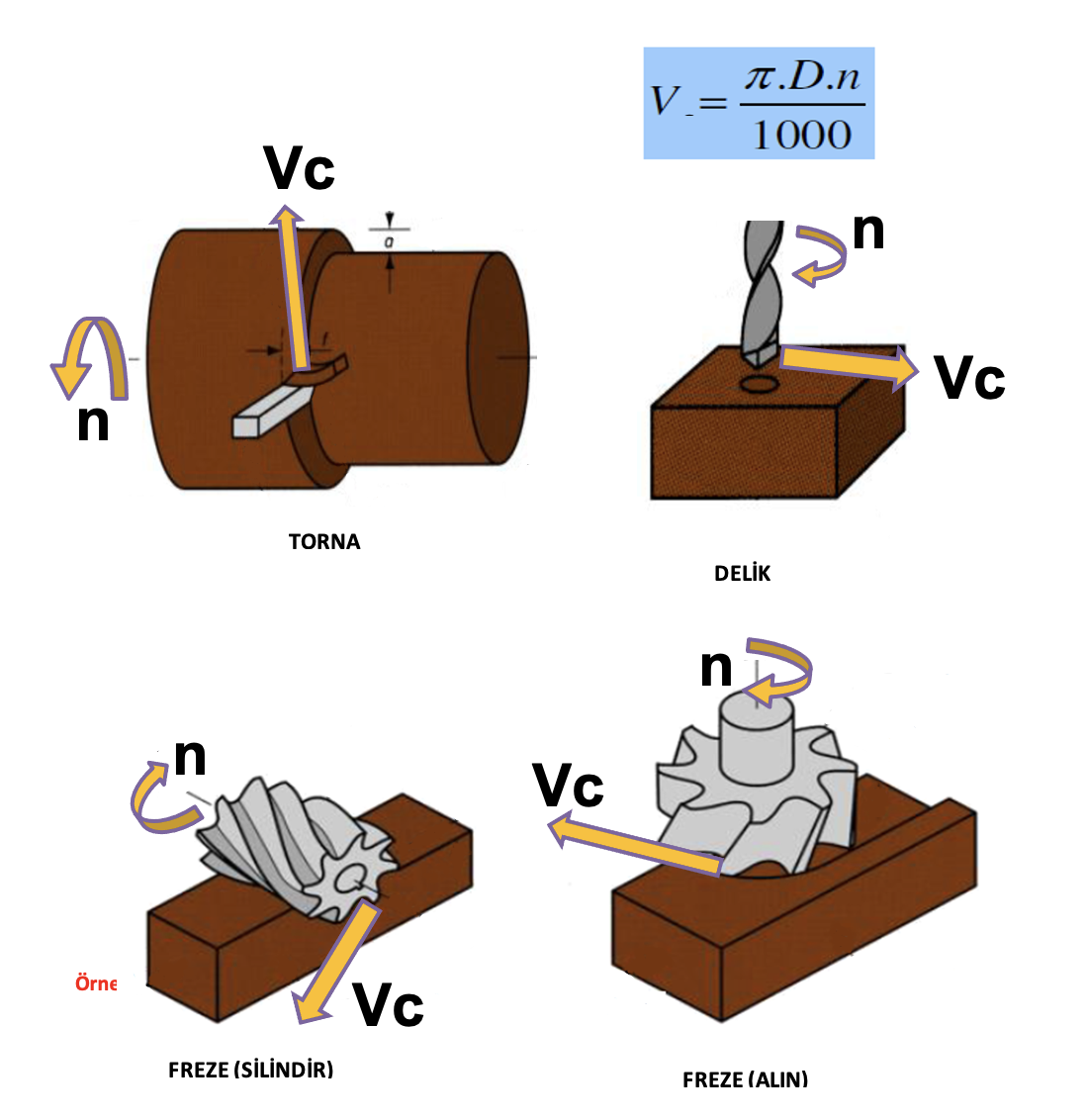
- Takımın parça üzerinden talaş kaldırma hızına kesme hızı
- Kinematik olarak bu hız kesme hareketine bağlıdır.
- Tornalama, frezeleme, delme ve taşlamada kesme hareketi dönme şeklinde olduğundan kesme hızı, çevresel hız (Vc) veya dönme sayısı (n) ile ifade edilir.
- Vc’nin birimi m/dk;
- n’nin birimi dev/dk’dır.
- Tornada iş parçasının (freze ve matkapta kesici takımın) dakikadaki dönme sayısına devir sayısı (n)
- Kesici takımının, iş parçası üzerinde dakikada metre cinsinden aldığı yola kesme hızı (Vc)
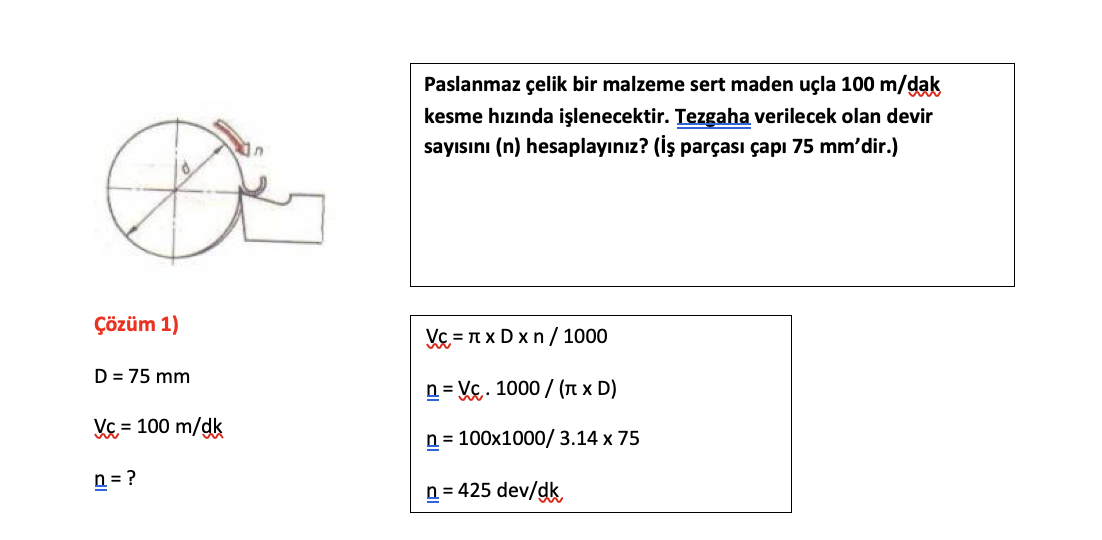
- ‘Vc’ ve ‘n’ arasında yandaki bağıntı mevcuttur.
- Kesme hızı, değişen işleme koşullarına bağlı olarak kesici takım üreticilerinin kataloglarından tespit edilir.
- Değişen işleme koşulları aşağıda belirtilmiştir;
- İşlenecek malzeme
- Kesici takım malzemesi
- Talaş derinliği
- İlerleme miktarı
- Soğutma sıvısı
- Tezgahın rijit olması ve tezgah tipi
- Kesme hızındaki (dolayısıyla devir sayısındaki) değişim talaşlı imalat sürecinde işlenebilme kabiliyetini etkiler.
- Yani kesme hızı; takım ömrünü (takım aşınmasını), kesme bölgesinde oluşan ısıyı, takıma etkiyen kuvvetleri, iş parçası yüzey kalitesini, talaş geometrisini ve BUE oluşumunu büyük oranda etkilemektedir.
İlerleme (f) ve İlerleme Hızı (Vf)
- Tornada iş parçasının (freze ve matkapta kesici takımın) bir devrinde kesici takımın mm cinsinden aldığı yola ilerleme (f)
- Kesici takımının, ilerleme yönünde dakikada mm cinsinden aldığı yola ilerleme hızı (Vf)
- f’nin birimi mm/dev; Vf’nin birimi mm/dk’dır.
- Birden fazla kesici ucu olan takımlarla yapılan işlemlerde, dış başına ilerleme (fz) kavramı da söz konusudur.
- Bu şartlarda ilerleme, kesici takımın diş (kesici uç) sayısı ile diş başına ilerlemenin çarpımıyla ifade edilir. Yani: f = fz x Z {Z: diş sayısı}
- Torna tezgahında olduğu gibi tek uçlu kesici takımlarla yapılan talaş kaldırma işlemlerinde ise ilerleme (f), diş başına ilerlemeye (fz) eşittir. ( f = fz x 1)
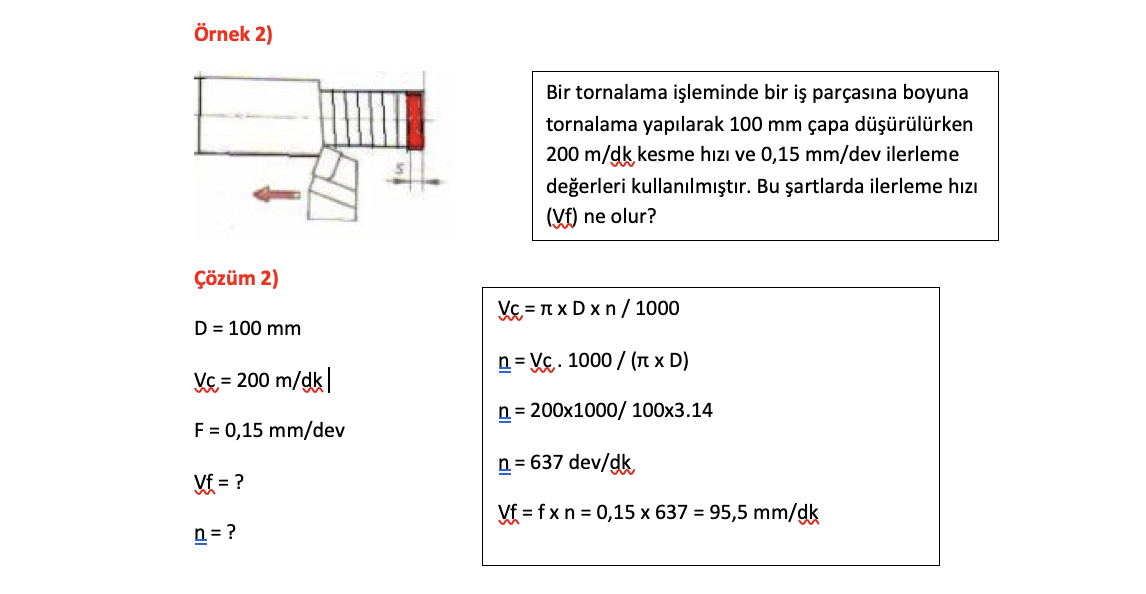
- ilerleme hızı (Vf) ile ilerleme (f) arasında aşağıdaki bağıntı söz konusudur.
Vf = fz x n
- İlerlemedeki (dolayısıyla ilerleme hızındaki) değişim talaşlı imalat sürecinde işlenebilme kabiliyetini etkiler.
- Kesme hızında olduğu gibi ilerleme de işleme kriterlerini etkiler. Bu etki genelde olumsuz yönde olur.
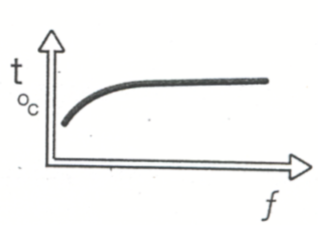
İlerlemenin (f) Kesme Bölgesinde Oluşan Isıl ve Mekanik Yüklere Etkisi
- İlerlemedeki artış kesme hızı kadar olmasa da takım kesme bölgesinde oluşan ısıda artışa sebep olur.
- İlerlemelerdeki artış, kesme hızı artışındaki tesirin aksine, takıma etkiyen kuvvetlerde belirgin bir artışa sebep olur.
İlerlemenin (f) Takım Ömrü Üzerindeki Etkisi
- İlerlemedeki artış kesme hızında olduğu gibi takım ömrünü olumsuz yönde etkiler.
İlerlemenin (f) Yüzey Kalitesi Üzerindeki Etkisi
- İlerlemedeki artış yüzey kalitesini olumsuz yönde etkileyen en önemli faktörlerden biridir.
- İlerlemelerdeki artış kesici takım uç yarıçapının (Radius) aksine yüzey pürüzlülüğünü artırır.
Talaş Derinliği (a)
- Kesici takımın bir geçişte parça üzerinden kaldırdığı malzeme tabakasına talaş derinliği (a) a’nın birimi mm’dir.
- Kesme (talaş) derinliğindeki değişim talaşlı imalat sürecinde işlenebilme kabiliyetini etkiler.
- Talaş derinliğinin artması talaş kalınlığının artması yani birim zamanda kaldırılan talaş hacminin artması demektir.
- Bu durum da takımı etkileyen ısıl ve mekanik yüklerin artması anlamına gelmektedir.
- Talaş derinliğinin artması yüzey kalitesini (ilerleme kadar olmasa da) genelde olumsuz yönde etkiler.