Tornalamada kesici ucu seçerken dikkate alınması gereken birçok parametre bulunmaktadır. İyi bir işleme performansı elde etmek için kesici uç kalitesini, kesici uç şeklini (köşe açısı), kesici uç boyutunu, kesici uç geometrisini (talaş kırıcı), köşe radyusunu ve giriş (boşluk) açısını dikkatle seçin.
Uç kalitesi (grade): İş parçasına uygun seçilmiş bir uç kalitesi işleme performansını her zaman yukarıya doğru taşıyacaktır. Örneğin paslanmaz çelikten imal edilmiş bir iş parçasını M kalite bir uçla işlemek, uç performansını artırdığı gibi ekonomik bir üretim sağlayacaktır.
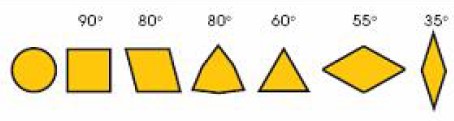
Kesici uç şekli: Kesici uç mukavemeti ve güvenilirliği için mümkün olan en büyük köşe açısı seçilmelidir. Büyük köşe açısı güçlüdür, ancak daha fazla tezgah gücü gerektirir ve vibrasyon eğilimi yüksektir. Küçük köşe açısı daha zayıftır ve küçük kesme kenarı kavramasına sahiptir, bu yüzden ısı etkilerine daha hassastır. Vibrasyon eğilimi az ve erişebilirlik yüksektir.
Kesici uç boyutu: Talaş kaldırma miktarına ve işleme koşullarına göre doğru boyuttaki kesici ucu seçmek işleme performansını artıracaktır.
Kesici uç geometrisi: iş parçasına ve çalışma koşullarına uygun talaş kırıcıyı seçmek yüzey kalitesini ve işleme performansını olumlu etkileyecektir. Örneğin son yüzey operasyonları için F (finish) ile gösterilen talaş kırıcılar seçilmelidir.
Köşe radyusu: Kesme kenarı gücüne ve yüzey finişine etki eder. Genel olarak, ilerlemenin 2-3 katı bir köşe radyusu önerilir. Rijit işlemelerde köşe radyusunu büyük seçmek yüzey kalitesini olumlu etkiler. İnce ve vibrasyon eğilimli işlemelerde küçük radyus seçmek gerekmektedir.
Giriş (boşluk) açısı: işleme esnasında uygun boşluk açısına sahip ucu belirlemek işleme verimliliği için çok önemlidir. Örneğin hassas işler için büyük boşluk açısı olan (pozitif) uç seçilirken, ağır tornalama operasyonları için boşluk açısı 0° olan (negatif) uçlar tercih edilmelidir.