Kılavuzlar makine imalat sanayisinde sökülebilir birleştirmelerde, deliklere diş açılmasında kullanılan ve önemini yitirmeyen kesici takımlardır. Kılavuzların temelde el ve makine olmak üzere iki türü bulunmaktadır. Makine kılavuzları seri imalatta tercih edilen takımlar olup farklı form ve tipleri bulunmaktadır. Kılavuz ile diş açılmasındaki talaş kaldırma operasyonu, diğer kesici takımlarla yapılan operasyonlara göre daha basit gözükse de, kılavuzla diş açılmasında talaşın dışarı atılması, kesici kenarların yağlanması, devir ve ilerleme arasındaki bağıntının kılavuz adımına göre tespiti, vb. gibi sorunlar kılavuz çekmeyi zor işlemlerinden biri haline getirmektedir. Kılavuzun delik içerisinde kırılma ve kırılan kılavuzlarında delik içerisinden çıkarılamama gibi bir olasılığı bulunmaktadır. Böylelikle de, delik içinde kırılan kılavuzlar imalatın maliyetini ve kalitesini doğrudan veya dolaylı olarak etkileyebilmektedir. Buna rağmen talaşlı imalat sanayisinde kılavuz seçimi ve kesme parametrelerinin belirlenmesine yönelik yapılagelen ve önemsenmeyen yaklaşımlar bulunmaktadır. Bu nedenlerden dolayı, kılavuzun uygun bir şekilde kullanılabilmesi için, ön şartların (kılavuz seçimi, kesme şartları, vb.) en iyi şekilde belirlenmesi gerekmektedir.
Kılavuz seçiminde birçok parametre vardır. Kesici takım imalatçıları ürettikleri kılavuzların özelliklerini tablolar halinde kullanıcıya sunmaktadır. Çünkü üretilen kesicilerin özellikleri, genel olarak benzer olmasına karşın bazı farklılıklar gösterebilmektedir. Sonuçta her üretici kendi teknoloji ve tecrübelerine dayanarak kılavuz imalatı yapmaktadır.
Kılavuz malzemeleri;
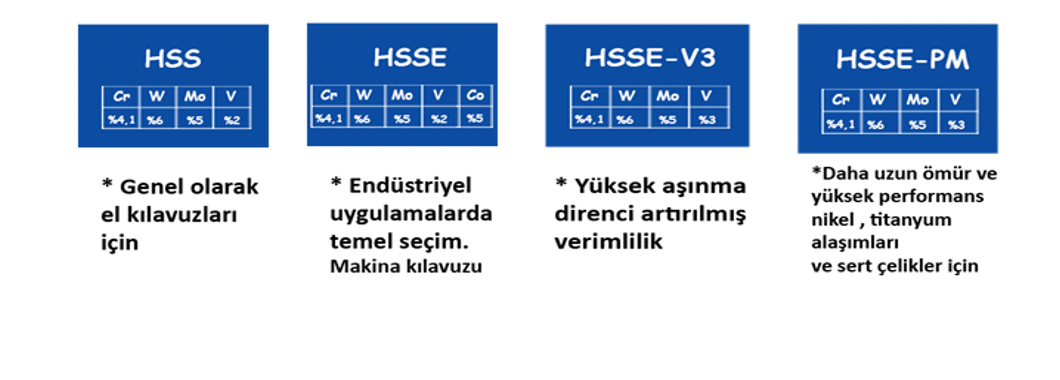
Narex kılavuzlarının yapımında kullanılan hız çelikleri;
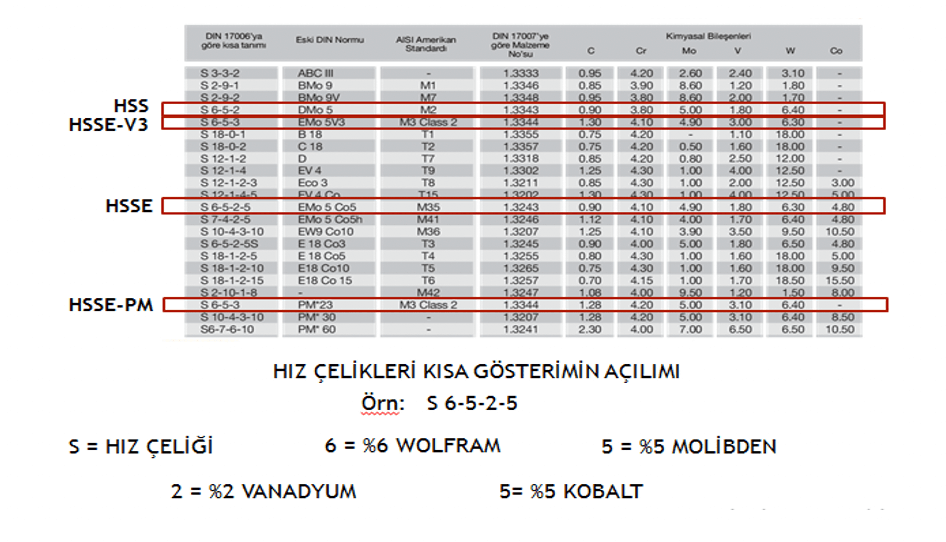
Hız çeliklerinde bulunan alaşımlar ve elementlerin çeliğe etkisi kısaca şu şekildedir;
- Karbon (C): Karbon oranına bağlı olarak sertlik artar. Karbon, karbür oluşumunda önemli rol oynar. Karbon oranının artması darbe dayanıklılığını düşürür; fakat kesme özelliğini ve aşınma direncini arttırır.
- Wolfram (W): Yüksek hız çeliklerinin temperleme direncini arttırır. Sıcak sertliğin artması için ince taneli bir içyapı oluşturur.
- Molibden (Mo): Yüksek hız çeliklerinde wolfram yerine kullanılır. Etkisi wolfram gibidir.
- Krom (Cr): Hız çeliklerinin her çeşidinde % 4-5 arasında bulunur. Sertlik ve kesme verimini arttırır.
- Vanadyum (V): Kesme verimini arttırır. Vanadyum, çelik bünyesindeki karbonu kendine bağlar, diğer metal karbürlerin oluşmasını azaltır. Vanadyum karbürler, yüksek hız çeliklerinin en sert karbürleridir.
- Kobalt (C): Kobaltın etkisi sıcak sertliği arttırmasıdır. Bu nedenle kesici takımın kesme verimini arttırır. Büyük paso ile çalışılan takımlarda ve Cr-Ni alaşımlı çeliklerin işlenmesinde iyi sonuç verir.
Kılavuzlar için yüzey işlemleri;
- TIN: PVD kaplama operasyonlarında 500 °C de kalınlık 2-4 µm uygulanmaktadır. Kaplama sertliği 2300 HV’dir. Düşük sürtünme katsayı(0,6) ve düşük yapışma özellikleri ile takım ömrünü uzatmaktadır. Oksidasyon sıcaklığı 600 °C dir. Titanyum nitrur altın rengindedir.
- TİCN: PVD kaplama operasyonlarında 500 °C de 2-4 kalınlık µm uygulanmaktadır. Kaplama sertliği 3000-3600 HV’dir. Düşük sürtünme katsayısı (0,2)ve sertliği sayesinde aşındırıcı malzemelerde kullanılır. Oksidasyon sıcaklığı 400 °C’dir. Titanyum karbonitrur mavi-gri renktedir.
- TİALN: PVD kaplama operasyonlarında 500 °C de 1-4 kalınlık µm uygulanmaktadır. Kaplama sertliği 3000-3600 HV’dir. Düşük sürtünme katsayısı (0,4) ve sertliği sayesinde sert malzemelerde ve kuru çalışma ortamında kullanılır. Oksidasyon sıcaklığı 900 °C’dir. Titanyum alüminyum nitrur siyah renktedir.
- OX oxidasyon: Özel bir tertibat ile takım yüksek sıcak buhara maruz bırakılır. Bu durum takım yüzeyinde koyu bir oksit tabakasının oluşmasına neden olur. Bu oksit tabakası yüzeyi korur ve yağlama özelliği katar. Özellikle düşük karbonlu çeliklerde soğuk birleşmeye mani olur. Koyu gri renktedir.
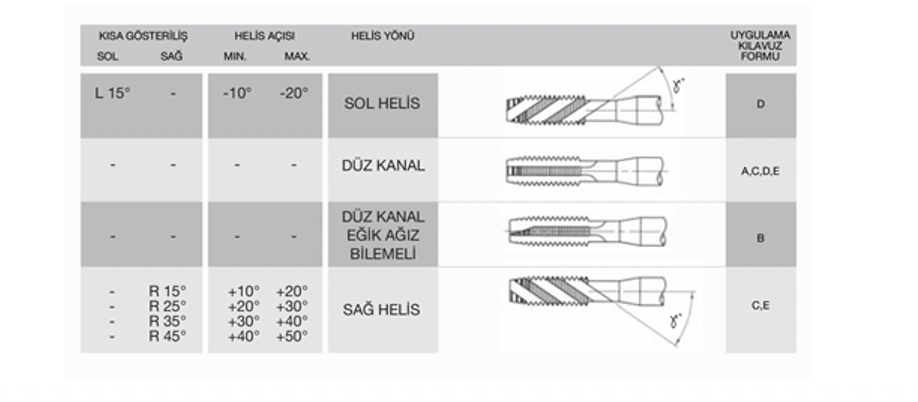
Kılavuzda Helis yönü ve açıları;
Kılavuz kavrama formları ve kullanım yerleri;
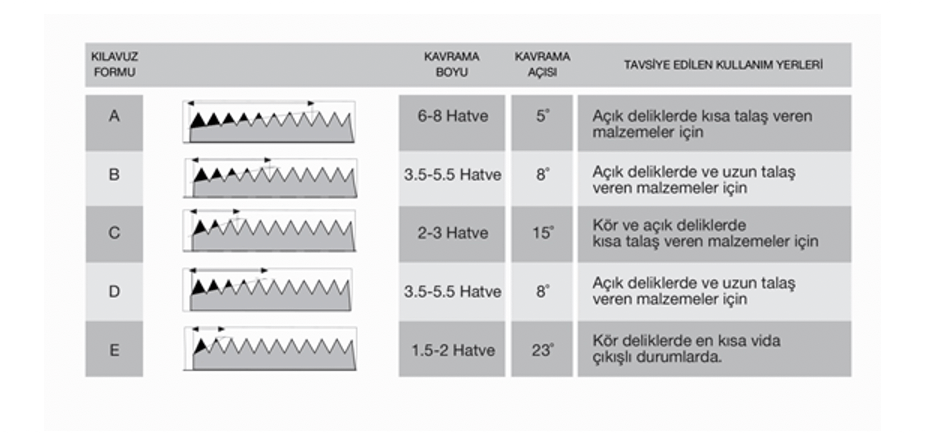
Talaş yönleri;

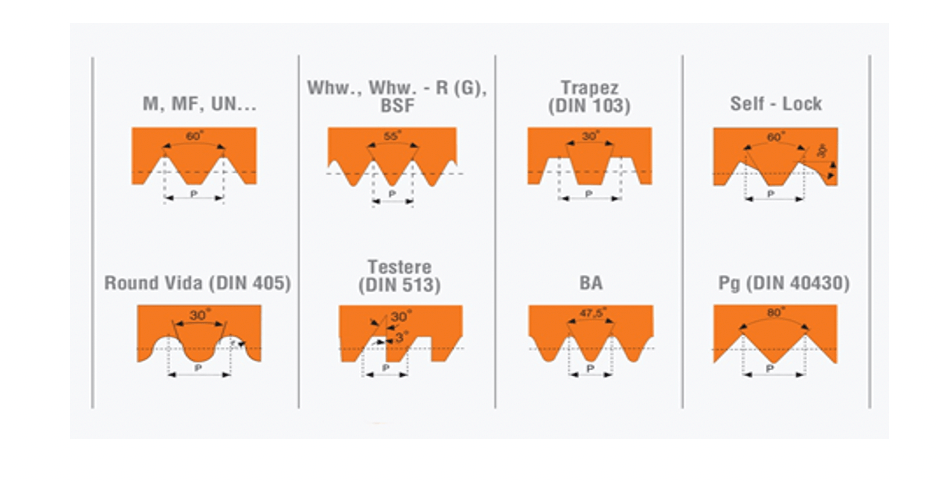
Kılavuzda diş formları;
Ovalama kılavuzu (yağ kanalsız);

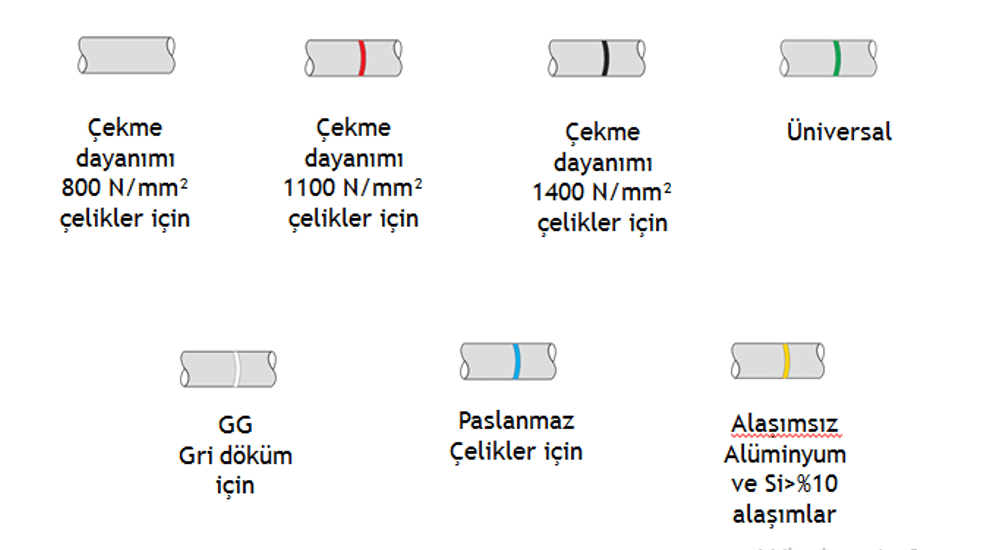
Narex kılavuzlarındaki şeritlerin anlamı;
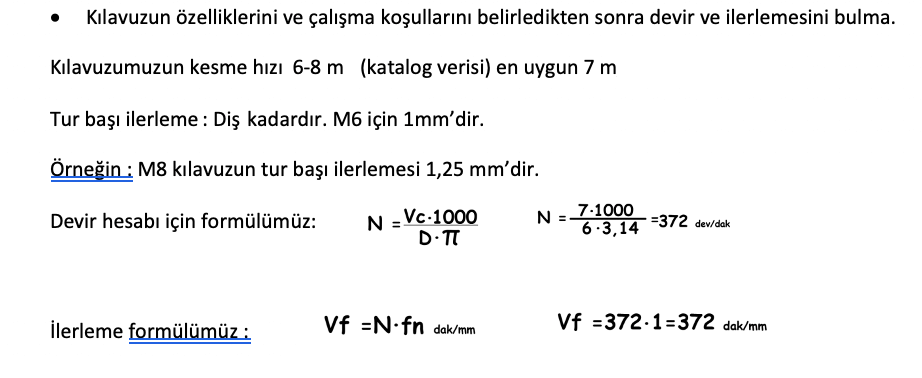
Narex kataloğunda en uygun kılavuz ve çalışma koşulunu belirlemek için;
- Çekilecek dişin ölçüsünün ne olduğunu, kör deliğe mi yoksa açık deliğe mi diş çekileceğini belirledikten sonra iş parçasının ne olduğu ve hangi grupta yer aldığı belirlenir. Sayfa no: 5 ve 6’ya bakınız. Örneğin : M6 kılavuz ile açık deliğe diş çekilecek , iş parçası GGG40 sfero dökme demir.
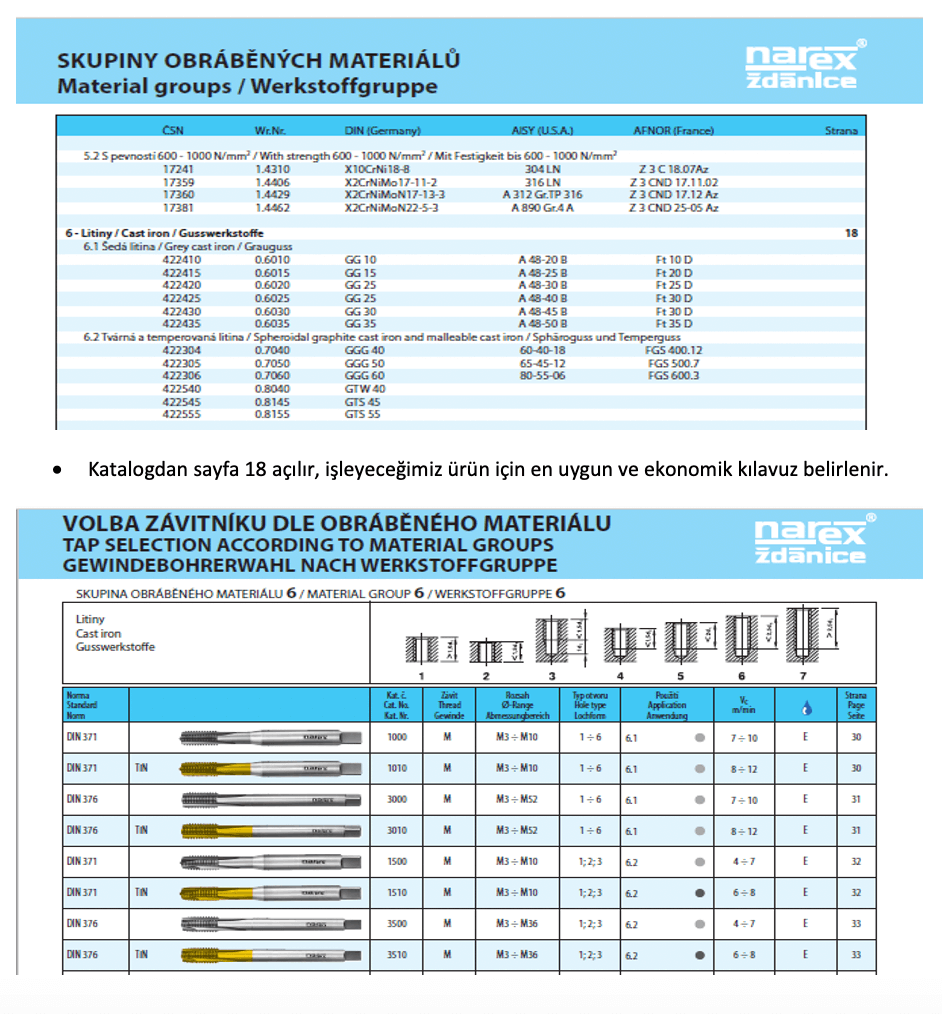
- Katalogdan sayfa 32 açılır ve kılavuzun tüm özelliklerine ulaşılır.